軟包裝生產工藝及智能化改革方向293
發表時間:2022-12-07 14:12作者:張熠彪 齊元勝 張勇斌 裴建紅來源:印刷工業 隨著我國消費水平的不斷提升,包裝市場日益繁榮,軟包裝已成為貨架銷售最主要的包裝形態之一。本文通過對軟包裝企業的實地調研,梳理了軟包裝生產工藝流程,分析了現階段軟包裝企業的生產特點,總結了軟包裝生產的智能化改革方向。
圖 1 BOBST RS 3.0 印刷機數控設備 作為一種重要的包裝形式,近年來軟包裝在我國得到了長足的發展。由于軟包裝具有耗用原料少、成本低、攜帶方便等優點,使其在包裝行業所占的比例日益擴大。為滿足市場需求,軟包裝企業紛紛擴大生產規模,利用智能化手段和方法構建綠色、環保、高效、人機工效優良的軟包裝生產線,使用先進的檢測控制技術和物聯網技術加強信息管理建設,努力提升生產過程的可控性,減少車間的人為干預,降低企業人力成本。 此次調研的目標企業為河北智優捷新材料科技有限公司(簡稱“河北智優捷”),主要產品為食品復合軟包裝材料、新型材料薄膜等,典型客戶有上海永和豆漿、河北金沙河面業、十月稻田、華興寵物食品、湖北太力集團等,2021 年銷售額達 3.5 億元。調研的目的是,了解當前軟包裝企業的生產現狀,探討軟包裝生產的自動化、智能化、數字化現狀和未來的發展方向,思考如何改進企業現有的生產模式,進一步提升企業綜合實力。
圖 2 BOBST RS 3.0 PLUS 印刷機 軟包裝生產工藝 軟包裝生產工藝包括凹印、復合、分切和制袋。調研發現,大多數軟包裝企業是將卷膜原料引入,最終的成品是軟包裝成品卷膜或是成品包裝袋。 1. 印刷 在開啟印刷前,工人師傅會根據原版的顏色對印刷色彩進行調整,在車間里配備調色卡,使用廢棄的印刷材料(材料背面)進行實驗,直到調整顏色與原版顏色相匹配再開機印刷。 河北智優捷現有兩個印刷車間,每班工作時間為12h,白夜兩班可讓印刷產量達到最大化。 一號印刷車間有 2 臺九色凹版印刷機,型號為BOBST RS 3.0(如圖 1 所示)。該設備由博斯特上海工廠生產,采用了博斯特的尖端技術成果,印刷速度高達 350m/min,最大印刷寬度為 1260mm,適用于薄膜及紙張的高品質印刷。BOBST RS 3.0 采用的高效烘干系統為博斯特的專利技術,能保證在高速印刷時,減少物料的浪費,降低溶劑的殘留量。在精準套印方面, 該機應用了極精細的卷料處理及張力控制,結合博斯特尖端的電子軸及自動套準控制技術,充分滿足了用戶高品質的印刷需要。 二號印刷車間有 2 臺于 2020 年安裝的十色凹版印刷機,型號為 BOBST RS 3.0 PLUS(如圖 2 所示)。該機自動化程度高,包括 TAPS 拓撲系統,可一鍵完成全自動預套印操作,工作準備和換單非常快;還配備了變頻烘箱,采用組合烘干技術。高效的烘干系統能最大限度地減少基材上的溶劑殘留量,極大地節省了能源,并確保印刷車間的低噪音水平。這是一款以“瑞士品質”著稱的設備,有著極高的性價比。
圖 2 BOBST RS 3.0 PLUS 印刷機 2. 復合 產品從印刷車間出來,需要進入復合車間完成 3次復合后,才能達到使用要求,成為食品級的軟包裝材料。這 3 次復合使用的材料分別是:鋁箔、尼龍、塑料薄膜。 復合有兩種方式,即干式復合和無溶劑復合。干式復合機相對于無溶劑復合機最大的區別就是擁有烘干過程,每一次復合前都需要對原材料需復合面進行上膠,上膠后進行烘干,烘干后進行一層復合。每復合一層都會收集成卷,然后由工人取下再次放入復合機入口進行再一層復合。河北智優捷建有兩個復合車間,分別為干式復合車間和無溶劑復合車間。 (1)干式復合 在干式復合機開機前,要先檢查復合薄膜的質量,然后按照工藝要求設定復合輥加熱溫度,啟動復合輥加熱系統升溫。技術工人按照工藝要求配膠,將主劑、固化劑、稀料進行混合。膠液的粘稠度非常關鍵,如果出現膠液發稠固化的現象就不能再使用了。由于復合過程中容易污染網紋輥,在使用前需要檢查網紋輥的潔凈程度,當出現堵塞現象時應及時使用清洗液和銅絲進行清潔。然后進行穿膜,將膜穿過邊位控制器、壓膠輥、烘箱導輥、復合輥、收料張力輥,然后到收卷軸;將復合膜穿過張力輥、導輥復合輥、收料張力輥,再到收卷軸。檢查復合輥溫度與烘箱溫度調整到位后,方可開機。 要特別注意的是,開機后不能直接就把復合機的速度調整到最大,要從 20 ~ 30m/min 開始緩慢提速,同時要不斷地觀察復合質量,反復調整張力直至最佳狀態。啟動上膠泵時,要先讓主機空轉一會,觀測上膠是否均勻。
圖 3 陜西北人生產的 DL220 干法復合機 河北智優捷的干式復合車間使用的是陜西北人 生 產 的 DL220 干 法 復 合 機( 如 圖 3 所 示)。該 機 的 復 合 速 度 為 200 ~ 350m/min, 料 膜 寬 度650 ~ 1050mm/850 ~ 1250mm, 放 卷 直 徑 600mm 或800mm,收卷直徑 800mm 或 1000mm,可以復合的材料包括雙向拉伸聚丙烯薄膜(BOPP)、聚乙烯對苯二甲酸脂(PET)、流延聚丙烯(CPP)、低密度聚乙烯(LDPE)、尼龍(NY)、鋁箔、復合膜。 (2)無溶劑復合 在無溶劑復合機開始工作之前,工人需要提前30min 啟動膜溫機,設定好涂布輥、復合輥溫度。同時,確認勻膠輥的膠面寬度比料膜窄 5 ~ 10mm;確認所有的鋼輥、膠輥、導向輥等表面無異物;確認所有的熱輥加熱溫度已經穩定后,調整刮刀輥與計量輥加熱后的間隙至 0.08mm,并鎖緊手柄后復查間隙。設定各段張力、料卷直徑、壓力及錐度等參數;設定計量輥比例,一般為 2.3% ~ 4%;設定勻膠輥比例,一般為18% ~ 30%,勻膠輥的比例與計量輥的比例成正比;設定勻膠輥氣壓,一般為 0.2 ~ 0.3MPa,勻膠輥氣壓越大,涂布的均勻性越好;將一放和二放的料膜走順,必要時打開自動糾偏;安裝擋膠板,啟動混膠器。 在正式開機時,首先將機器設定在涂布單動狀態,將計量輥轉動一圈,再將合壓勻膠輥轉動一圈后離壓,關閉涂布單動,將設備設定為正常開機狀態。開機速度 10m/min,手動合壓涂布壓輥與勻膠輥,然后勻速升至目標速度,觀察并調整涂布量 ( 此時允許調整計量輥、勻膠輥的比例以及勻膠輥壓力 )。換料時,先將設備速度降為零,勻膠輥自動離壓,復合壓輥必須在合壓狀態,關閉張力電源,速度盡可能快地換料,換料時間不應超過 8min。換好料后再次開機,速度仍是從 10m/min開始勻速升至目標速度。 由于沒有烘干流程,無溶劑復合機制作的包裝材料可以較為輕松地分離復合膜,但是干式復合工藝制作出來的包裝材料則很難用手撕開。圖 4 所示為河北智優捷無溶劑復合車間使用的諾德美克無溶劑復合機。
圖 4 諾德美克無溶劑復合機 3. 熟化 熟化工藝的目的是將軟包裝成品薄進行烘干晾制,以此來揮發多余的膠液并且讓薄膜間的膠液固化。首先將卷料整齊地碼放在熟化箱體中,保證卷料與電加熱管的距離不小于 1m,距離熟化箱體四壁和頂部的距離不小于 30cm。對于干式復合法產出的產品要保證溫度在 50±5℃,時間要保證在 24 ~ 72h。對于無溶劑復合法產出的產品要保證溫度在 40±3℃,時間要保證在 12 ~ 24h,在操作的過程中,工人要每 4h 觀測一次熟化效果。熟化過程中要保持抽風機正常運行,目的是將蒸發的溶劑快速排除。熟化工序完成以后,將卷料取出,放在廠房內晾至室溫后方可進入下一工序。
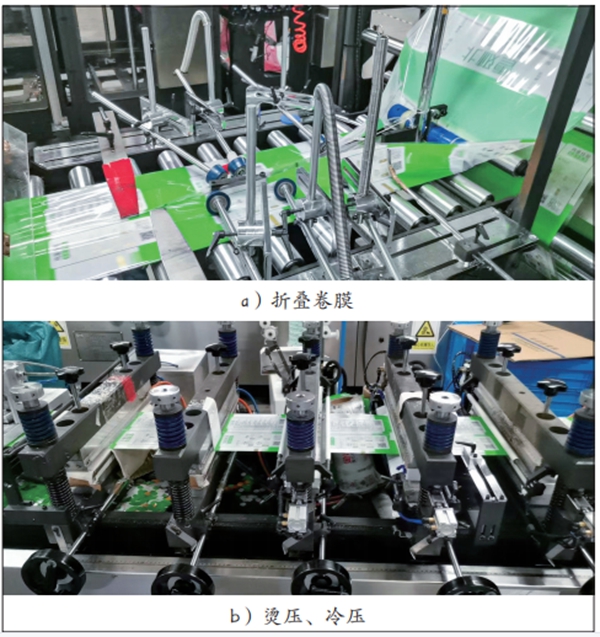
圖 5 卷膜包裝生產線 4. 分切 分切工藝是將已經熟化晾制完成的卷材進行分切,分切成軟包裝需要的寬度,其中一部分分切后的卷材直接進行打包成捆,另一部分會被運往下一車間進行制袋。分切車間是 4 個工藝車間中自動化程度最高的,由于卷材非常重,人工打包十分困難且非常危險,即使在有防砸鞋的前提下也不能保證百分之百的安全。因此,分切車間的打捆流水線要具有較高的自動化程度。 分切工作開始前,工人不僅要對電源、設備等進行安全檢查,還要核對分切的卷膜、規格、尺寸等是否符合工藝要求。分切時,需要工人使用叉車搬運卷膜并且套進分切機的卷芯軸上,啟動氣壓閥保證卷膜被頂緊。接下來從放卷端手動引出復合膜,直至引至收卷軸的芯管上,確保卷出方向和工藝要求的方向要求一致。這時候要注意調整好糾偏器跟蹤印刷邊或線。在收卷軸上固定好芯管,在刀架上固定好刀片,根據分切尺寸和工藝要求選定好分切的位置,再把刀架固定好。同時,在分切前要根據情況開啟吹邊風機把一些多余的邊角料吹上收邊機。當發現有質量缺陷時,停機將有問題的卷膜放在復檢機上進行復檢。 分切機的速度通常都可以達到 400m/min,但具體的速度跟分切的產品有關。現場需要設定的控制參數有放卷張力、上下收卷的張力、上下氣脹軸的數值、收卷米數、收卷錐度張力等。河北智優捷的分切機都配備有靜電消除器,在正式開機前啟動。 5. 制袋 制袋機的工作流程大致分為五步:第一步,將卷膜進行折疊(如圖 6a)所示,這樣就可以大體得到成品包裝袋的兩面雛形。第二步,進行燙壓,目的是將折疊后的卷膜開口處進行封口。燙壓板壓過后馬上進行第三步——冷壓,目的是防止熱壓后的接口出現褶皺變形。需要注意的是,燙壓過后必然馬上進行冷壓,通常需要多次重復燙壓和冷壓過程(如圖 6b 所示)。當燙壓、冷壓結束后,包裝袋的主體基本上就制作完成了。第四步在包裝袋的頭部進行打孔,方便使用過程中提拉。第五步,對包裝袋進行切割,產出成品。
圖 6 制袋過程 在制袋過程中,不僅要重點關注軸承、動齒輪、齒條、軸套、凸輪的運行狀況,還要注意燙壓的加熱電偶溫度。河北智優捷的制袋車間擁有 30 余臺制袋機,制袋機的型號、版本也是多種多樣。 軟包裝生產的智能化改革方向 通過調研了解到,現階段我國軟包裝行業的生產設備自動化程度較高,但由于軟包裝是典型的離散型生產方式, 生產具有如下特點: 1)具有小批量、多品種的生產特征,生產計劃紛繁復雜,需根據不同的產品類型制定不同的生產計劃,使用不同的生產設備。這種多變的生產方式要求工人和設備都應具有更高的靈活性。 2)產品種類多,生產過程中的變量大,產品數據以及復檢工作量也隨之增大,企業開展品質管理的系統化、標準化難度也大。 3)每一個流程車間的工作是相對獨立的,每個車間對不同產品的加工能力也不同,在生產中會因生產力不同而出現不平衡的短板現象。 因此,軟包裝企業的智能化、數字化方向,首先要減少人工干預,其次是加強四道工序聯合化。這樣才能形成從原料到成品全流程的產業鏈,改善離散型生產的不足。據此,提出以下四個改革方向: 1. 提高色相控制能力 在印刷車間,調整印刷色彩這個環節完全依賴人工,原因是色墨太多、單元太多,機器系統本身對顏色的劃分不夠細致,無法通過印刷機系統讓印刷色相和原版顏色做到統一。這樣的精準度顯然跟工人的經驗密不可分,而且還會影響印刷進度。因此,針對色相控制開展研究,建立更完善的色相庫,完善印刷機系統對色相的分辨與控制能力,具有一定的現實意義。 2. 提升復合機復合效率 普通的軟包裝材料需要經過 3 次復合才能使用,目前主流的復合機只能進行單一復合,同一卷卷膜需要重復收放卷 3 次才能成型,工人工作量非常大。雖然目前全流程復合 3 層的復合機已面世,但因復合效率不高且工序復雜,尚并未得到普及。因此,改善復合工藝的生產流程也是現階段智能化研究的方向之一。 此外,復合過程中膠液的濃度控制也是一個難點,如何實現智能監控膠液的濃度也是值得研究的。 3. 實現制袋收集自動化 由于包裝袋的版型種類繁多,大小、顏色、材料也各不相同,目前軟包裝企業依然使用人工進行成品包裝袋的收集工作。目前的研究表明,可采用機械臂替代人工對包裝袋進行分類,但存在準確度不高的問題,當出現多種樣式接近的包裝袋時,錯誤歸類的現象時有發生。因此,提升制袋環節的自動化水平也是軟包裝生產的改革方向之一。 4. 實現自動上下卷 實現自動上下卷是軟包裝車間智能化改革的關鍵。現階段,在印刷、復合和分切環節,卷膜的搬運和上下卷都需要使用人工。由于卷膜本身的材料、寬度、厚度不同,上機固定的位置也不固定,要確保卷膜在機上的穩定性,需要人工進行調整。 結語 軟包裝已成為貨架銷售最主要的包裝形態之一,雖有巨大的市場空間,但行業競爭也十分激烈。與此同時,企業還要承受來自人工成本和原材料漲價所帶來的發展壓力。通過梳理工藝流程,我們分析了現階段軟包裝企業的生產特點,總結了軟包裝生產的智能化改革方向,希望能夠幫助軟包裝企業實現降本增效。 |
CHINA PRINT 2021
 視頻訪談 視頻訪談 副標題 新聞中心 新聞中心 副標題 |
Copyright ? 20013-2015 《印刷工業》雜志社有限公司