地圖印刷質量檢測如何高效達成,重點來了25
發表時間:2021-02-26 09:39作者:岳耀 王永秋 蔣衛來源:印刷工業 近年來,應用于表面印刷檢測的機器視覺檢測技術已經非常成熟,在包裝印刷領域,如藥包、煙包、標簽等,其應用非常廣泛。對于地圖印刷品而言,由于其表面多由線條、網點組成,紋理比較特殊,所以檢測會有一定的難度。本文從三個方面分析如何將地圖印刷品的視覺檢測系統中的誤報消除,以準確高效地控制地圖印刷品的質量。
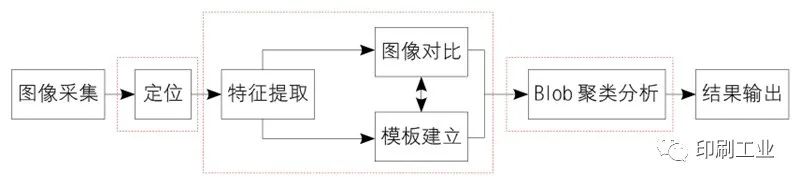
地圖印刷品檢測流程 圖1所示的地圖印刷質量檢測流程,是以灰度圖像檢測為例列舉的流程,而彩色圖像實際上也可以理解成多個通道的灰度圖像。圖中的三個虛線紅框組成了表面檢測的圖像處理的三個步驟:圖像定位、圖像對比、圖像判決。
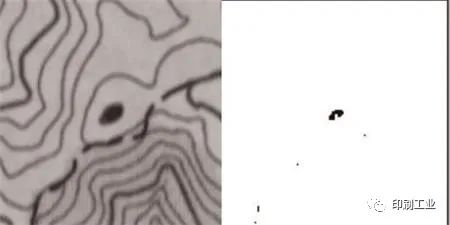
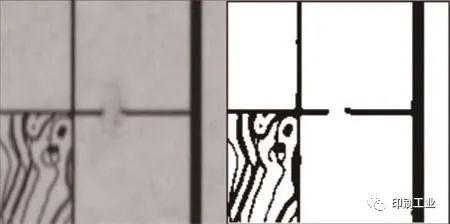
在圖像對比時,選用一幅標準的參考圖畫作為范本,用其他的圖畫和它進行比較,從而評判質量好壞。在此之前,先要設定質量評價的標準,即公差閾值,評判哪些缺陷可以容忍,哪些缺陷必須判廢。根據兩張圖像的像素比對,找到超差異常點(Blob),最后進行Blob分析判決(見圖2,圖3)。
圖2 墨臟二值化后Bolb圖像
在評判過程中會出現很多誤報,如按照地圖印刷質量作廢標準應該為合格品,但在圖像對比后卻被判為廢品。地圖印刷品的圖文信息主要由線條和網點組成,承印物紙張是柔性物體,會產生變形,如果紙張展平效果差,超過3個像素,那么在圖像的高頻部分會出現誤檢。同時,光源的不穩定會造成圖像灰度的變化,導致在設定的檢測閾值內,引起誤報。
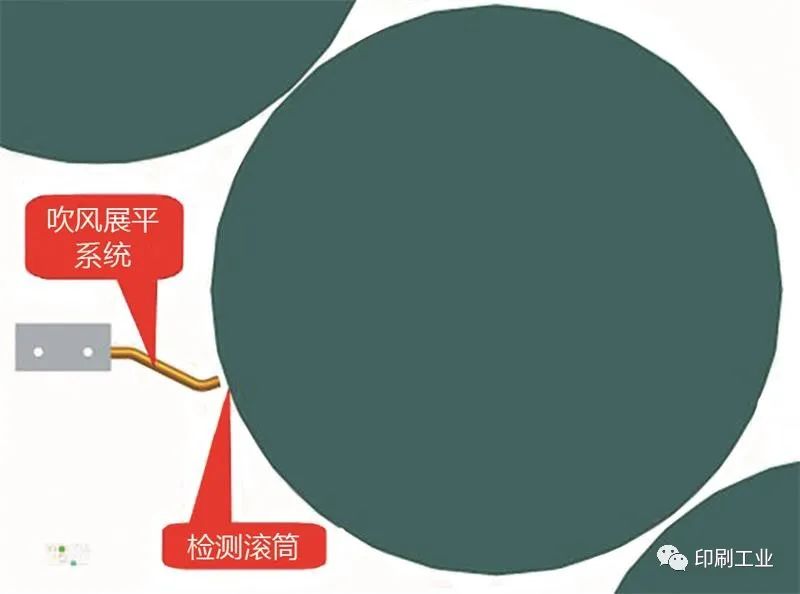
在滾筒上檢測時,采用吹風的方式對紙張進行展平,如圖4所示。吹風展平具有結構簡單、非接觸、易調整的優點,在滾筒上進行檢測,其展平精度可在0.5mm以內,圖像變形量可控制在1個像素以內。通過大量檢測數據,使其誤檢率大大降低。
根據具體紙張克重,可選用集中供氣或工業空壓機獨立供氣。當紙張克重小于150g時,可優先選用集中供氣,此時對氣源的壓力和流量要求較低,一般工廠內自用高壓氣可完全滿足要求;當紙張克重大于150g時,多為卡紙類,此時對氣源的要求較高,如果工廠不能提供相應氣源,可選用足夠功率的螺桿空壓機進行獨立供氣。上述兩種供氣方式的合理選取,可解決40~400g紙張的氣源問題。在氣源出口處,安裝高壓電磁閥,可在非生產階段關閉氣源輸出,達到節能的目的。減壓閥安裝有壓力表,其作用是調節輸出氣流的壓力。
光源的不穩定會造成誤報。采用特殊散熱設計光源,能夠在較短時間內使區域穩定;對光源電源進行穩壓改進,可以使供給的電流更加穩定。 經過35周長時間的在線測試,得出光源的衰減幅度為10個灰度,而該幅度的衰減對在線檢測系統幾乎無影響。這一改進,可以有效地降低因為光源不穩定造成的灰度變化,從而有效減少誤報,提高了地圖產品視覺檢測的準確性。
由于采集到的圖像會出現局部變形,導致實時圖像與模板位置偏差,常規的定位方法只能近似認為圖像一定區域內是線性剛性變形,而實際圖像則是非線性變形,所以常規的定位方法不能完全對變形進行校正,這樣就會導致一部分漏報和誤報。 形變復原技術是通過把變形的圖像投影到幾十個維度的形變模板中,計算出一組變形系數,由這些變形系數復原出與參考圖像一致的圖像。這種形變復原技術對不同印次的平移及變形有非常好的校正效果,減少了系統的漏報和誤報。 地圖印刷產品的線條較多,有的區域復雜,有的區域相對簡單,針對結構比較簡單,對比度比較明顯的一些區域,可以歸納總結線條的共性紋理特征,突破傳統的檢測模式,使用“專項檢測”方法杜絕重點區域的質量風險,大大減少該區域的誤報。 地圖紋理的特殊性導致地圖印刷品對紙張的形變特別敏感,所以必須從軟件算法、光源穩定性、紙張的展平穩定性上下大功夫,如此才能大大降低檢測系統的誤報,保證視覺檢測結果的準確性。 (作者單位為32022部隊,華夏視科) |
CHINA PRINT 2021
 視頻訪談 視頻訪談 副標題 新聞中心 新聞中心 副標題 |
Copyright ? 20013-2015 《印刷工業》雜志社有限公司